Este blog tiene como objetivo el estudio profundo de Lean Manufacturing o Manufactura esbelta dentro de la cultura Colombiana. El blog esta dedicado a todo estudiante de Producción, a todo gerente de operaciones y a los microempresarios de Colombia que esten interesados en conocer del tema y aplicarlo en sus industrias.
Muchas de las industrias manufactureras
de nuestro medio carecen de un protocolo adecuado para la solución de problemas
en sus procesos productivos. La gran mayoría soluciona estos problemas
superficialmente y estos vuelven y emergen mas tarde con consecuencias peores.
Afortunadamente LEAN o la manufactura esbelta nos brinda una gran herramienta
para la solución de problemas de manera sistemática y aún mas importante,
erradicar el problemas desde su raíz.
En la literatura Lean encontraremos muchas
columnas y libros hablando de la metodología A3 para la solución de problemas,
es llamada A3 por que todo el proceso de planeación y solución del problema se
registra en una hoja A3, que para nosotros es una hoja oficio.
El método A3 está basado en el ciclo PHVA
(Planear, Hacer, Verificar, Actuar) y está compuesta por 7 pasos los cuales se
identifican con una de las actividades del ciclo:
¿Qué se hace en cada fase?.
Planear.
1. Descripción del problema:En este paso se debe
describir el por que es importante solucionar este problema, que indicadores
afecta y como va en contravía de la estrategia de producción.
2. Estado actual:Cual es la situación
actual del problema de forma muy específica, apóyese en datos, tablas,
gráficos, diagramas. El problema debe ser presentado con datos que demuestren
que debe solucionarse inmediatamente.
3. Objetivo o estado futuro deseado:El objetivo debe ser
llegar a un estado futuro mejorado del actual. Presente los objetivos de forma
medibles y en la medida de la misma forma en que presento los datos del estado
actual.
4. Análisis del problema / encontrar la
causa raíz:Este es un paso muy
importante, es aquí donde se analiza el problema a fondo y se detectan las
causas raíz del problema. Yo recomiendo que el Jefe de Producción no haga NUNCA
este trabajo solo, debe bajar a la planta, hablar con su personal, reunirlos y
analizar entre todos bajo unalluvia de ideas, usen los5 Porque, es la mejor
herramienta en mi concepto, validen cadaPorque,es vital estar seguro de
cadaPorque.
HACER
5. Contramedidas propuestas:Se definen las
contramedidas que serán implementadas para contrarrestar el problema, igual que
con las causas raíz del problema se debe hacer en grupo. Asegúrese de ir a la
planta y entender las contramedidas que aplicará.
VERIFICAR
6. Seguimiento:Verificar el
cumplimiento de los objetivos, la efectividad de las contramedidas.
ACTUAR
7. Tomar acciones:Si los resultados de las
contramedidas han sido efectivas se debe desprender un plan de estandarización
para sostener y mejorar los resultados. Si las contramedidas no fueron
efectivas se debe volver a empezar desde el paso 1.
El siguiente es la forma en que está
diseñada la hoja A3, hay muchas plantillas que se encuentran en la red, pero si
quieren esta en particular me la solicitan y la envío vía e-mail.
En TOYOTA utilizan un sistema bastante parecido, de hecho es el origen de este A3 que recién analizamos, el sistema usado en Toyota es llamado el BEP (Basic Engineering Process), el esquema del BEP es el siguiente:
Insetaré algunas imagenes de ejemplos pero estan en ingles, es solo para que veamos como usan los formatos:
En
este post se define cuales son las características que un flujo de valor en una
planta sea LEAN. Esta guía es muy importante a la hora de iniciar a dibujar el
Mapa de flujo de valor en el estado futuro, ya que si aplicamos esta guía
obtendremos un mapa futuro que nos plantearan unos objetivos que nos acercarán
a conseguir un flujo de materiales e información constante.
El
objetivo de la manufactura esbelta es hacer que un proceso produzca solo lo que
el proceso siguiente necesita cuando lo necesite, es decir, no hacer ni más ni
menos y hacerlo cuando es únicamente necesario. Esto suena fácil, pero
aplicarlo en una planta de producción no lo es tanto, por ello esta guía nos
marcará el rumbo para alcanzarlo:
Esta guía será aplicada en la siguiente entrada al ejemplo para Troqueladora ACME.
Paso
1: Producir al TAKT-TIME:Takt-Time es una palabra
alemana la cual traduce "Paso" o "tiempo de ciclo", el
Takt-time en Manufactura esbelta es el paso al cual debes producir, es decir
cada cuanto tiempo en segundos debes producir una pieza o parte de ella.
Takt-time
se calcula dividiendoEl tiempo disponible
para producir por unidad de tiempo (En segundos) entre la demanda
o requerimientos del cliente por unidad de tiempo (En unidades).De este modo lo que me
dice el TAKT-TIME es cada cuando debo producir una pieza para poder cumplir con
los requerimientos del cliente
A
diferencia del enfoque tradicional de producción en masa (Lote y Fila) el
TAKT-TIME tiene en cuenta las necesidades del cliente y sincroniza todo el
proceso productivo para que se cumpla esa demanda, sin producir más o menos y
ni producir más temprano de lo necesario ni más tarde sino cuando es
necesitado.
El
TAKT-TIME determina el paso de todos los procesos del flujo de valor.
Ejemplo:
Turno:
8 horas :28.800 segundos
Descansos:
1 de 10 minutos y 1 de 15 minutos:1.500 segundos
Reuniones:
1 al inicio de turno de 5 minutos:300 segundos
Limpiezas:
1 de 5 minutos al inicio del turno:300 segundos
Tiempo
disponible para producir por turno: 26.700 segundos.
Unidades
requeridas por el cliente por turno: 500 unidades.
La
clave para calcular en TAKT-TIME es determinar correctamente los requerimientos
del cliente, recuerde que no debe ser basado en pronósticos sino en piezas o
unidades efectivamente compradas, esto sugiere que el TAKT-TIME puede variar y
día a día, un día el cliente puede requerir 500 unidades pero al siguiente 400
y al siguiente 600, esto implica cambios en las líneas de producción que serán
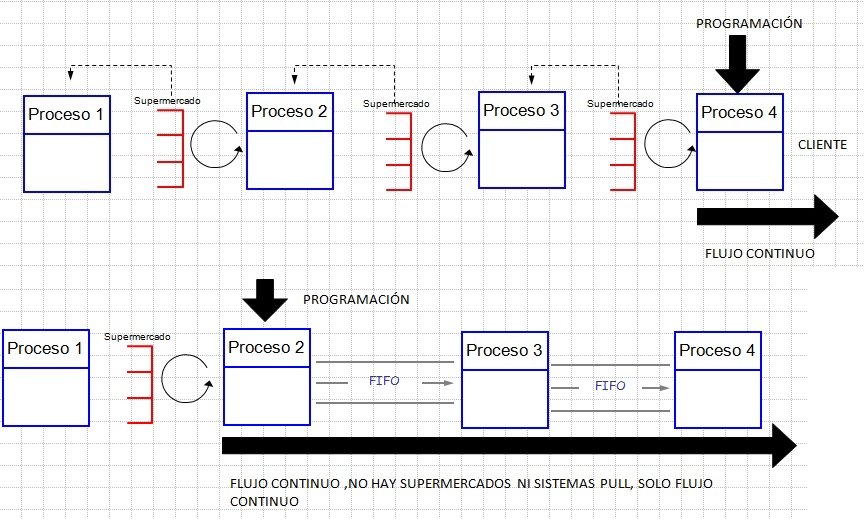
expuestas mas adelante. Paso 2: Desarrollar flujo continuo donde sea posible hacerlo.
Producir en flujo continuo significa producir una
pieza a la vez haciendo que esta pieza pase de un proceso al siguiente sin
estancarse en inventarios en el medio. Producir en flujo continuo es definitivamente
la forma más eficiente de producir y la meta en cada planta de manufactura es
conseguir flujo continuo donde sea posible.
Para entender mejor el concepto de flujo
continuo voy a subir algunos videos que nos ilustrarán gráficamente el
concepto; Los video están en ingles pero son bastante claros para entender el
concepto:
En nuestra cultura en manufactura la mayoría de
nuestras industrias no utilizan flujo continuo y por el contrario físicamente
aglomeran sus procesos por familia o tipo de maquinaria, esos procesos quedan
"organizados" como islas independientes, cada uno de ellos recibe una
programación independiente y los inventarios en proceso entre procesos es alto.
Nuestra cultura, y es así como nos han educado en las universidades, es que el
Ingeniero de Producción o el Jefe de planta debe mantener las maquinas o los
centros de trabajo 100% ocupados, ese es su trabajo, entre mas inventario tenga
la planta y entre mas programación aislada tenga cada máquina mejor será ese
Ingeniero o ese Jefe de planta.
Algunas de las ventajas de flujo continúo:
1. Lead time más corto, el cliente recibe
el producto mucho más rápido.
2. Los inventarios en proceso son mínimos.
3. Detección de problemas en tiempo real.
4. Mejora la calidad ya que los problemas
son más visibles y exige una rápida solución.
5. Mayor estandarización de los procesos.
6. Mejora el ambiente de trabajo al
permitir un espacio sin tanto inventario.
7. Aumenta la seguridad ya que los
inventarios podría generar accidentes o bloquear áreas de evacuación.
8. Mejora la interacción entre procesos
cliente-proveedor.
9. Se trabaja a un ritmo (Takt-time) lo
que mejora el control de la producción y el producir bajo metas claras.
Quizás la ventaja más importante, en mi concepto, es
que evita la sobreproducción la cual es la fuente de desperdicio mas
significante; Sobreproducción significa producir más de lo necesario, producir
antes o producir más rápido de lo que requiere el proceso siguiente.
La gran mayoría de nuestras empresas
piensan y tomas todas sus decisiones basadas en una premisa errada:Entre más rápido tú produzcas, menor será el costo del
producto.Esto es verdad sólo desde la perspectiva de costo
directo por producto pero ignora todos los costos ocultos asociados con la
sobreproducción y las otras causas de desperdicio.
En
algunas plantas de producción trabajar 100% en flujo continuo es muy difícil
por no decir imposible, esto debido a el tipo de tecnología que usan, el
espacio físico, el tipo de producto, etc. Un muy exitoso enfoque es combinar
flujo continuo con sistemas Pull (Halar) con FIFO.
Paso 3: Utilizar Supermercados para controlar
producción donde flujo continuo no se pueda aplicar en la cadena.
Hay situaciones en el flujo de valor en
donde aplicar flujo continuo no es viable y es absolutamente necesario trabajar
en lotes, algunas de esas situaciones son:
1. Cuando tenemos maquinas o diseñamos el
proceso para trabajar a una velocidad muy alta o muy despacio y este proceso lo
comparten varias familias de productos lo que implica que se deben hacer
cambios de montajes para operar una u otra familia de productos, en este caso
es casi imposible hacer una pieza a esa velocidad y luego parar o cambiar la máquina
para trabajar otro producto, necesariamente se debe trabajar con lotes.
2. Algunos procesos no se hacen en la
planta sino que se tercerizan por fuera, casi siempre es necesario trabajar en
lote para minimizar costos de transporte y para aprovechar costos por
economía de escala.
¿Qué es un supermercado?: Un supermercado
en LEAN tiene el mismo funcionamiento de los supermercados que conocemos y
visitamos para comprar comida o lo que necesitemos, es decir, que la mercancía
esta en unas estanterías y el cliente retira lo que éste necesita,
posteriormente el administrador del almacén reemplaza los espacios vacios por
nuevos productos.
En producción funciona igual, el proceso
cliente retira de un inventario o supermercado los productos que necesita y el
proceso proveedor produce UNICAMENTE lo que el proceso cliente retiró.
Ahora, ¿Como sabe el proceso proveedor que
el proceso cliente retiro producto del supermercado?, pues es aquí donde hacen
su aparición las tarjetas KANBAN. Estas tarjetas son elaboradas cada vez que el
proceso cliente retira producto del supermercado (Kanban de retiro) y con base
en estas el proceso proveedor genera otra tarjeta en donde consigna que
producirá lo que fue retirado (Kanban para producir).
Gráficamente el sistema pull de supermercado
funciona así:
OJO, Un Kanban para producir genera la
producción de partes mientras que un Kanban de retiro es una lista de compras
que indica que partes serán retiradas del supermercado.
El propósito del sistema pull de
supermercados es controlar la producción de estos procesos sin la necesidad de
programarlos separadamente como islas lejanas, sino que se produzca solo lo que
se necesita.
Algunos se preguntarán por qué la palabra
PULL, esta traduce HALAR, en Lean PULL es el objetivo, es decir que el cliente
HALE la producción y no la empresa produzca (PUSH) para guardar y esperar que
el cliente compre. Entonces los Supermercados son PULL por que el proceso
proveedor solo produce lo que el proceso cliente le dice que producir, es
decir, lo hale para que produzca solo lo necesario.
RECOMENDACIÓN:Solo usa supermercados cuando hayas puesto flujo
continuo en todas partes donde es posible hacerlo, llenar el proceso de
supermercados será muy malo, es como dice el adagio popular, la cura sería porque la enfermedad. Se debe colocar FLUJO CONTINUO en todas partes donde sea
posible.
MUY MUY IMPORTANTE:No siempre es posible poner supermercados, por ejemplo
en una planta donde se produzcan piezas que son únicas, es decir, no todas las
piezas son iguales y son exclusivas de un cliente, por ejemplo bolsas impresas
o productos perecederos. Es estos casos no podemos producir muchas piezas para
ponerlas en el supermercado porque esto resultaría en perdidas y desperdicios.
En estos casos en lugar de colocar un supermercado se coloca una línea FIFO
(First in, first out, primero en entrar, primero en salir), de esta forma
podemos mantener el flujo entre procesos.
Como se puede observar el proceso proveedor no tiene
Supermercado, en ese caso solo produce lo que la línea FIFO le permita por política
de producción.
Supongamos que produciremos bolsas
impresas, cada impresión es particular de cada cliente lo que imposibilita que
tengamos supermercado, entonces por política de producción se estableció una línea
FIFO y ésta solo puede tener máximo 50 unidades. El proceso proveedor es el
proceso que imprime las bolsas y el proceso cliente quien las sella y las
suministra al supermercado final para ser despachado. En este caso entonces el
proceso cliente toma las unidades para sellarlas desde la línea FIFO y el
proceso proveedor produce hasta que ajuste en la línea 50 piezas.
Paso 4: Programar solo un proceso de producción.
A diferencia de cuando producimos en lote
y colas en donde se programa cada proceso por aparte en LEAN se programa solo
un proceso es cualhalala producción de los demás
procesos, este proceso que se programa es denominado elproceso que marca el paso oproceso principal.Como es el proceso que hala la
producción es fundamental determinar que este proceso sea el más cercano al
cliente posible, es decir, que este más cercano o sea el último proceso.
Como es el proceso que marca el paso es
indispensable para su éxito que después de este no existan ni supermercados ni
sistemas pull, es decir, que después del proceso marcapasosTIENEque haber solo flujo continuo o
sistemas FIFO.
El principal criterio para elegir el proceso principal es el punto desde donde se pueda producir de ahí en adelante en flujo continuo, también se debe procurar que sea el proceso mas carca al final del flujo.
Paso 5: Distribuir la producción de diferentes
productos de forma pareja en el proceso marcapaso o pacemaker process. (Nivelar
la mezcla de productos).
Como ya lo había
mencionado antes, nuestras empresas o la gran mayoría trabajan por lote, esto
lleva a que los Jefes de producción programemos grandes lotes por tipo de
productos con el fin de evitar montajes adicionales, esto conlleva a que
nuestro inventario en proceso sea alto y a que nuestro cliente tenga que
esperar a que termine el lote del producto X para poder empezar a recibir el
producto Y.
Nivelar la producción significa producir varios tipos distribuidos en un
periodo de tiempo, por ejemplo si producimos el producto X durante toda la
mañana y el producto Y durante toda la tarde, nivelar la producción es alternar
la producción del producto X y Y en pequeños lotes de modo que en la mañana se
tengan productos del X y del Y.
RECUERDE que la nivelación de la producción se hace es el proceso
principal, entre mas nivele esa mezcla de productos mayor será la entrega
satisfactoria al cliente.
Obviamente nivelar la producción supone más montajes,
es allí donde entra el Kaizen, el SMED, la estandarización de procesos etc.
Paso 6: Crear un hale inicial o un pull inicial
mediante liberación de producto a la planta y retirando producto terminado en
pequeñas cantidades en el proceso principal.
Personalmente este el paso mas complicado, es difícil
pero es sumamente importante, sin alcanzar este punto todo el trabajo de los
pasos anteriores de vendrán abajo.
OJO Cuando hablamos de liberar producto siempre se
habla del proceso principal.
Muchas de nuestras empresas liberan largas cantidades
de carga de trabajo a la planta, a veces nos sentimos orgullosos cuando liberamos
programaciones de 20 horas, 40 horas, pero esto en sí causa algunos problemas:
·Obviamente no hay sentido de
TAKT-TIME y ni mucho menos de PULL o en donde el cliente sea quien hale la
producción.
·Es típico que durante semana
liberemos carga a la planta y el viernes nos demos cuenta que tenemos que
programar todo el fin de semana horas extras, es común que en semana la
producción sea normal y en fin de semana se alcance un pico grande, esto
ocasiones sobrecargas en las maquinas y en la gente.
·Casi nunca sabe uno si esta
adelantado en producción o está atrasado, por lo general ese concepto se basa
en la percepción al ver la planta llena de inventarios.
·Cuando se libera mucha producción es
fácil cambiar las programaciones ya que tienen múltiples opciones, lo que
genera que se adelanten ordenes mas adelante generando un caos peor.
·Responder a las urgencias del
cliente genera un caos en la planta.
Cuando se libera una cantidad consistente de
producción a la planta genera que tengamos un flujo de producción predecible,
lo que nos permite controlar mejor la producción y responder rápidamente ante
atrasos, adelantos o problemas productivos.
Para hacer esto se debe liberar una programación de
producción que abarque una porción de tiempo, por ejemplo liberar 1 hora de
producción y al mismo tiempo se retira producto terminado por la misma cantidad
que se programo.
El incremento consistente de trabajo es llamado Pitch
y normalmente se calcula basado en el empaque final del producto, es decir que
si el takt-time es de 30 segundos y al final se empacan 20 productos juntos el pitch
seria de 10 minutos:
30 seg x 20 piezas= 600 segundos = 10 minutos.
Aquí se le está dando la instrucción al proceso
principal que produzca 20 piezas por cada 10 minutos, un paquete final,
pero al mismo tiempo cada hora se deben retirar para despachar el mismo paquete
de 20 unidades.
Una de las ventajas de este sistema es que se puede
controlar la producción cada fracción de tiempo, 10 minutos, 30 minutos, una
hora, etc., de esta forma los operadores sabrán exactamente cuando están
atrasados o cuando un problema causa retrasos, o en donde está el problema y
colocar a todos en función de solucionarlo para recuperarse.
Una de las formas más eficientes de utilizar el
pitch y las tarjetas kanban es mediante la caja de programación por pith
o la caja Heijunka, se trata de una caja con cajones que se dividen cada
pith, es decir se fracciona en la unidad de tiempo del pitch, lo se hace es
colocar las tarjetas Kanban en cada uno de los espacios indicando a qué hora
producir, cuanto producir y qué tipo de producto producir.
Así se ve la caja Heijunka:
En la siguiente entrada la aplicación de estos pasos al ejemplo de troqueladora ACME.
El ejemplo que seguirá a continuación es extraido del libro "Learning to see" escrito por Mike Rother y Jhon Shook e impulsado por The Lean Organization. En esta entrada desarrollaremos el mapa del estado actual de Troqueladora ACME. En la próxima entrada definiremos la guía para contruir el mapa del estado futuro. Posteriormente en otras dos entradas dibujaremos el estado futuro y Las estretagias para alcanzar ese estado futuro.
Información sobre Troqueladora Acme.
La empresa de Troqueladora acme produce varios componentes para partes de ensamble de vehículo.
Este caso concierne a una solo familia de producto: un sub-ensamble de “brackets” de acero en dos tipos: un ensamble para el izquierdo y uno para el derecho para el mismo modelo de automóvil.
Estos componentes son enviados al cliente.
Procesos de producción:
• Para esta familia de producto implican el troquelar una parte metálica seguida por soldadura y ensamble subsiguiente.
• Los componentes entonces son almacenados y embarcados a la planta de ensamble de vehículo en una base diaria.
• Cambiando entre el tipo "LH" (la conducción por la izquierda) y el tipo "RH" (la conducción por la derecha) los brackets requieren una 1 hora, el cambio en el troquelado y un cambio de modelo de 10 minutos de los procesos de soldadura.
• Los rollos de acero son suministrados por la compañía de aceros Michigan, y las entregas son los martes y jueves.
Requerimientos de cliente:
• 18400 piezas por mes
• 12000 por mes de tipo "LH"
• 6400 por mes de tipo "RH"
• La planta opera en 2 turnos
• Empaques retornables con 20 “brackets” en una bandeja y hasta 10 bandejas por tarima.
• Un envío diario de la planta de ensamble por camión.
Tiempo de trabajo:
• 20 días por mes
• 2 turnos de operación en todos los departamentos de producción
• 8 horas cada turno, con horas extras si fuera necesario
• 2 descansos de 10 min. por cada turno
• El manual de proceso se detiene durante los descansos
• Comida sin paga
El departamento de control de producción:
• Recibe el día 90/60/30 el pronóstico del cliente y entra en ellos a su MRP.
• Emite el pronóstico de 6 semanas a la compañía de acero del Michigan vía MRP.
• Asegura el rollo de acero semanalmente enviando una orden por fax a la compañía de acero Michigan.
• Recibe diariamente un pedido del cliente
• Genera requerimientos de MRP semanales departamentales basadas sobre órdenes de cliente, WIP niveles de inventario, niveles de inventario de F/G, y el desperdicio previsto y el tiempo de inactividad.
• Emiten semanalmente programas de producción para la estación de troquelado, soldadura y ensamble.
• Emite a diario el programa de embarques al departamento de embarques.
Información de proceso:
Todo el proceso ocurre en el orden siguiente y cada pieza pasa por todos los procesos.
1.- Troquelado (la prensa hace partes para muchos productos acme)
• La prensa automatizada de 200 toneladas se alimenta automáticamente.
• El tiempo de Ciclo: 1 segundo (60 piezas por minuto)
• Cambio de modelo: 1 hora (pieza a pieza)
• Tiempo de actividad: El 85 %
• Inventario observado:
- 5 días de rollos antes del sellar
- 4600 piezas de tipo "LH" estampadas
- 2400 piezas de tipo "RH" estampadas
2.- Soldadura 1
• Manual de proceso con un operador
• El tiempo de Ciclo: 39 segundos
• Tiempo de Cambio de modelo: 10 minutos
•
Tiempo de actividad : El 100 %
• Inventario observado:
- 1100 piezas de tipo "LH"
- 600 piezas de tipo "RH"
3.- Soldadura 2
• Manual de proceso con un operador
• Tiempo de Ciclo: 46 segundos
• Tiempo de Cambio de modelo: 10 minutos
•
Tiempo de actividad : El 80 %
• Inventario Observado:
- 1600 piezas de tipo "LH"
- 850 piezas de tipo "RH"
4.-. Ensamble 1
• Manual de proceso con un operador
• Tiempo de Ciclo: 62 segundos
• Tiempo de Cambio de modelo: ninguno
•
Tiempo de actividad : El 100 %
• inventario Observado:
- 1200 piezas de tipo "LH"
- 640 piezas de tipo "RH"
5.-. Ensamble 2
• Manual de proceso con un operador
• Tiempo de Ciclo: 40 segundos
• Tiempo de Cambio de modelo: ninguno
•
Tiempo de actividad : El 100 %
• Inventario mercancía terminada observado:
- 2700 piezas de tipo "LH"
- 1440 piezas de tipo "RH"
6.- Departamento de despachos
Remueve la mercancía terminada a la bodega, los almacena para el próximo envío en camión al cliente .
DESARROLLO DEL EJERCICIO EJEMPLO.
Para iniciar quiero recalcar es que no se use ningún software, por lo menos no para dibujar inicialmente el mapa, tal vez luego cuando éste ya este claro y se necesite hacer una presentación del mismo de forma mas formal. USAR SOLO PAPEL Y LAPIZ.
Es necesario aclarar igualmente que los limites del Mapeo concierne la planta de producción, el suministro primario de materias primas de nuestros proveedores y el despacho o envío de productos terminados a nuestros clientes.
Para dibujar el mapa actual se deben seguir 8 pasos:
1. Empezar por el cliente: Cada mapa actual debe empezar siempre por los requerimientos del cliente, el cliente se representa en el mapa con el ícono de la fabrica y se pinta en la esquina superior derecha de la hoja. Debajo a este ícono se coloca una caja de datos en donde se plasmen los requerimientos del cliente.
La información en la caja de datos corresponde a la demanda del cliente de 18.400 unidades por mes. Es importante recordar que el cliente requiere despachos diarios. Normalmente 12.000 Brackets izquierdos (Representados con la "L" de left) y 6.400 derechos (Representados con la letra "R" Right). El cliente igual exige 20brackest en una bandeja retornable y máximo 10 bandejas por pallet.
La imagen superior representa la primera vista del VSM.
2. Dibujar los procesos: El paso siguiente es dibujar los procesos por los que fluyen los materiales y la información. El truco es determinar que es un proceso, o que procesos se dibujan, UN PROCESO es por donde fluye material e información y éste esta desconectado del proceso siguiente, es decir que hay inventario estancado en el medio y ambos procesos tienen programación independiente y trabajan por batch. Por ejemplo, Un área de ensamble con varias estaciones de ensamble las cuales obedecen a una sola programación para toda la linea de ensamble es un solo proceso, incluso si hay WIP entre estaciones ya que todos operan bajo la misma programación y están conectadas por ello. Caso contrario son por ejemplo un proceso de corte seguido de un proceso de soldadura, el proceso de corte tiene una programación independiente al proceso de soldadura y produce en batch sin importarle si soldadura necesita material cortado o no, ambos procesos estan desconectados, trabajan en batch y hay inventario estancado de material cortado en el medio. Los procesos se dibujan de izquierda a derecha en la mitad de la hoja en el orden de la secuencia de procesamiento, OJO, no se tiene en cuenta la forma en como están ubicados físicamente los procesos en el lay out de la planta, solo el orden de la secuencia. En Troquelados Acme se encuentran seis procesos que participan en la manufactura de cada Bracket: Troquelado, Soldadura1, Soldadura2, Ensamble1, Ensamble2 y Despachos. Hasta ahí tenemos la siguiente vista del estado actual de Troqueladora ACME:
3. Ubicar la caja de datos debajo de cada proceso: Debajo de cada proceso ubicaremos la información concerniente a cada proceso, esa información consta de: Tiempo de Ciclo (T/C): Tiempo que tarda una unidad o parte en salir del proceso y el tiempo en tarda en salir la siguiente. Tiempo de montaje o cambio (T/M): Es el tiempo que se tarda en cambiar de un tipo de producto a otro tipo de producto. En el caso de Troqueladora ACME es el cambio de pasar del Bracket Derecho al Bracket Izquierdo. Operarios: Número de personas necesarias para operar el proceso. Tiempo de trabajo disponible: Tiempo disponible por turno en ese proceso en segundos. Este tiempo es el tiempo total menos descansos, tiempos de reunión, tiempos de limpieza. En el caso de troqueladora ACME tenemos que trabajan 8 horas por turno lo que nos da 28.800 segundos, se tienen 2 breaks de 10 minutos cada uno equivalentes a 1.200 segundos, en total el tiempo disponible de trabajo es de 27.600 segundos. Hay otro dato que se refiere al tamaño del lote a producir, en ingles la sigla es EPE (every part every) que significa "Cada parte cada..." (Número de unidades o tiempo). Por ejemplo si el proceso cambia del tipo de producto A al tipo de producto B cada 5.000 piezas tu EPE:5.000. También puede expresarse en tiempo, cambiar del tipo de producto A al B cada 3 días. Tiempo de Ocupación: Es el porcentaje del tiempo en que la maquina esta ocupada en demanda, por ejemplo si la maquina en un día de 24 horas esta ocupada trabajando 18 horas, su ocupación será del 75%. Con la caja de datos el mapa queda así:
4. Adicionar la información de los inventarios: Mientras caminas por la planta observarás puntos donde se acumula inventario de los procesos, estos puntos son importantes dibujarlos en el mapa porque te dice donde el flujo se esta deteniendo, el ícono de los inventarios es el triangulo. IMPORTANTE si el inventario se acumula entre dos procesos en mas de una física locación debemos dibujar 2 triángulos.
5. Pintar clientes, proveedores y frecuencia de envíos: En este paso se pintan los despachos a los clientes representados con el ícono del camión, igualmente se pintan los proveedores y las entregas de materia prima que ellos despachan a nuestra planta. La dirección de los envíos se representa con una fecha. IMPORTANTE: No dibujar a todos los proveedores, solo uno o dos materias primas principales que intervengan en el flujo. Asi va nuestro estado actual:
6. Plasmar el flujo de información: Los flujos de información son representados por flechas, el flujo de información se representa con la fecha derecha y el flujo de información electrónica se representa con la flecha tipo rayo. El flujo de información es dibujado de derecha a izquierda en la parte superior del mapa. En el ejemplo de Troqueladora ACME dibujaremos el flujo de información desde el Cliente hasta nuestro departamento de programación de producción, de allí hasta aceros Michigan. El departamento de programación de producción es representado con una caja de proceso, incluyendo la anotación que troqueladora ACME usa un sistema computarizado MRP para programar cada proceso de su planta de producción. Troqueladora ACME recibe una predicción cada 30/60/90 días sobre los requerimientos del cliente que alimentan su MRP, con base en esto ACME pide su materia prima y programa semanalmente su planta de producción. Además cada día el cliente hace una orden diaria y basado en esto se programan los despachos diarios. ASi queda el mapa con los flujos de información establecidos:
7. Plasmar el tipo de flujo de materiales, "Push" o "Pull": El sistema Push significa que un proceso produce en lote (Batch) sin importarle los que proceso siguiente necesita, esto quiere decir que ese proceso empuja producto hacia el otro proceso. ACME utiliza este sistema ya que programa la producción de cada proceso por separado, sin importar si el proceso siguiente lo requiere o no, de este modo cada proceso empuja lotes de brackets para ser almacenados en inventario hasta que el proceso siguiente lo necesite. Cada proceso trabaja como una isla independiente. Este tipo de procesamiento en "Batch y Push" o "lote y empuje" hace imposible establecer un flujo continuo ininterrumpido de trabajo desde un proceso al otro, ese el objetivo de un proceso Lean. El ícono para representar el fujo Push es una flecha con rayas, en este ejemplo en todos los procesos se trabaja en modo Push ya que se programan independientemente como islas aisladas, hay inventario entre procesos y no se tiene en cuenta los requerimientos del proceso siguiente. El sistema Pull, el cual es el objetivo a llegar, se da SOLO cuando se una una señal que le indique a un proceso proveedor la necesidad de su proceso cliente y que solo se produce lo que el proceso cliente necesite. Esa señal es emitida en algunos casos con tarjetas Kanban.
Con este paso el mapa queda así:
8. Adicionar la linea de tiempo: Dibujar la línea de tiempo debajo de
las cajas de datos, allí se plasmara ellead
time el cual es el tiempo que tarda un producto en ser procesado al
interior de la planta empezando con la llegada de las materias primas hasta el
despacho al cliente.
No se debe confundir ellead timecon eltiempo de ciclo, son dos
conceptos diferentes, el lead time es el tiempo total necesario para producir
el producto y eltiempo de
ciclose mide en cada proceso
y es el tiempo que pasa entre el tiempo de salida de un producto y la salida
del siguiente.
El lead time se calcula
en días y se calcula dividendo los días de inventario que se tenía en planta al
momento de tomar la información por el consumo diario del cliente, de
esta forma se obtienen los días de inventario que se tienen en cada proceso,
este cálculo es el mejor estimativo para determinar cuánto tiempo una pieza o
producto tarda en ser producido y despachado al cliente.
En el caso de ACME, para el proceso de
troquelado se tienen 4600 brackets izquierdos y 2400 brackets derechos, si
dividimos ese inventarios por los 600 brackets que requiere el cliente diario,
entonces, 4600 unidades/600 unidades-día: 7.6 días y 2400 unidades/ 600
unidades-días: 4 días. En este caso usamos el mayor tiempo 7.6 días. Esta misma
operación se realiza para cada inventario.
Finalmente se plasma el tiempo en que se le es agregado valor al producto, es decir el tiempo en que se le trabajo directamente al producto en su transformación.
Asi queda el mapa actual finalmente:
El resultado de este proceso es impresionante, Troqueladora ACME requiere para producir una pieza 188 segundos, mientras que esa misma pieza tarda 23.6 días para salir de la planta hacia el cliente.
Así termina el mapa del estado actual, en el proximo post definiremos la guía para contruir el mapa del estado futuro.