En
este post se define cuales son las características que un flujo de valor en una
planta sea LEAN. Esta guía es muy importante a la hora de iniciar a dibujar el
Mapa de flujo de valor en el estado futuro, ya que si aplicamos esta guía
obtendremos un mapa futuro que nos plantearan unos objetivos que nos acercarán
a conseguir un flujo de materiales e información constante.
El
objetivo de la manufactura esbelta es hacer que un proceso produzca solo lo que
el proceso siguiente necesita cuando lo necesite, es decir, no hacer ni más ni
menos y hacerlo cuando es únicamente necesario. Esto suena fácil, pero
aplicarlo en una planta de producción no lo es tanto, por ello esta guía nos
marcará el rumbo para alcanzarlo:
Esta guía será aplicada en la siguiente entrada al ejemplo para Troqueladora ACME.
Paso
1: Producir al TAKT-TIME: Takt-Time es una palabra
alemana la cual traduce "Paso" o "tiempo de ciclo", el
Takt-time en Manufactura esbelta es el paso al cual debes producir, es decir
cada cuanto tiempo en segundos debes producir una pieza o parte de ella.
Takt-time
se calcula dividiendo El tiempo disponible
para producir por unidad de tiempo (En segundos) entre la demanda
o requerimientos del cliente por unidad de tiempo (En unidades). De este modo lo que me
dice el TAKT-TIME es cada cuando debo producir una pieza para poder cumplir con
los requerimientos del cliente
A
diferencia del enfoque tradicional de producción en masa (Lote y Fila) el
TAKT-TIME tiene en cuenta las necesidades del cliente y sincroniza todo el
proceso productivo para que se cumpla esa demanda, sin producir más o menos y
ni producir más temprano de lo necesario ni más tarde sino cuando es
necesitado.
El
TAKT-TIME determina el paso de todos los procesos del flujo de valor.
Ejemplo:
Turno:
8 horas : 28.800 segundos
Descansos:
1 de 10 minutos y 1 de 15 minutos: 1.500 segundos
Reuniones:
1 al inicio de turno de 5 minutos: 300 segundos
Limpiezas:
1 de 5 minutos al inicio del turno: 300 segundos
Tiempo
disponible para producir por turno: 26.700 segundos.
Unidades
requeridas por el cliente por turno: 500 unidades.
TAKT-TIME:
26.700 segundos/ 500 unidades : 53.4 segundos/unidad
La
clave para calcular en TAKT-TIME es determinar correctamente los requerimientos
del cliente, recuerde que no debe ser basado en pronósticos sino en piezas o
unidades efectivamente compradas, esto sugiere que el TAKT-TIME puede variar y
día a día, un día el cliente puede requerir 500 unidades pero al siguiente 400
y al siguiente 600, esto implica cambios en las líneas de producción que serán
expuestas mas adelante.
Paso 2: Desarrollar flujo continuo donde sea posible hacerlo.


Como ya lo había mencionado antes, nuestras empresas o la gran mayoría trabajan por lote, esto lleva a que los Jefes de producción programemos grandes lotes por tipo de productos con el fin de evitar montajes adicionales, esto conlleva a que nuestro inventario en proceso sea alto y a que nuestro cliente tenga que esperar a que termine el lote del producto X para poder empezar a recibir el producto Y.
Nivelar la producción significa producir varios tipos distribuidos en un periodo de tiempo, por ejemplo si producimos el producto X durante toda la mañana y el producto Y durante toda la tarde, nivelar la producción es alternar la producción del producto X y Y en pequeños lotes de modo que en la mañana se tengan productos del X y del Y.


Paso 2: Desarrollar flujo continuo donde sea posible hacerlo.
Producir en flujo continuo significa producir una
pieza a la vez haciendo que esta pieza pase de un proceso al siguiente sin
estancarse en inventarios en el medio. Producir en flujo continuo es definitivamente
la forma más eficiente de producir y la meta en cada planta de manufactura es
conseguir flujo continuo donde sea posible.
Para entender mejor el concepto de flujo
continuo voy a subir algunos videos que nos ilustrarán gráficamente el
concepto; Los video están en ingles pero son bastante claros para entender el
concepto:
En nuestra cultura en manufactura la mayoría de
nuestras industrias no utilizan flujo continuo y por el contrario físicamente
aglomeran sus procesos por familia o tipo de maquinaria, esos procesos quedan
"organizados" como islas independientes, cada uno de ellos recibe una
programación independiente y los inventarios en proceso entre procesos es alto.
Nuestra cultura, y es así como nos han educado en las universidades, es que el
Ingeniero de Producción o el Jefe de planta debe mantener las maquinas o los
centros de trabajo 100% ocupados, ese es su trabajo, entre mas inventario tenga
la planta y entre mas programación aislada tenga cada máquina mejor será ese
Ingeniero o ese Jefe de planta.
Algunas de las ventajas de flujo continúo:
1. Lead time más corto, el cliente recibe
el producto mucho más rápido.
2. Los inventarios en proceso son mínimos.
3. Detección de problemas en tiempo real.
4. Mejora la calidad ya que los problemas
son más visibles y exige una rápida solución.
5. Mayor estandarización de los procesos.
6. Mejora el ambiente de trabajo al
permitir un espacio sin tanto inventario.
7. Aumenta la seguridad ya que los
inventarios podría generar accidentes o bloquear áreas de evacuación.
8. Mejora la interacción entre procesos
cliente-proveedor.
9. Se trabaja a un ritmo (Takt-time) lo
que mejora el control de la producción y el producir bajo metas claras.
Quizás la ventaja más importante, en mi concepto, es
que evita la sobreproducción la cual es la fuente de desperdicio mas
significante; Sobreproducción significa producir más de lo necesario, producir
antes o producir más rápido de lo que requiere el proceso siguiente.
La gran mayoría de nuestras empresas
piensan y tomas todas sus decisiones basadas en una premisa errada: Entre más rápido tú produzcas, menor será el costo del
producto. Esto es verdad sólo desde la perspectiva de costo
directo por producto pero ignora todos los costos ocultos asociados con la
sobreproducción y las otras causas de desperdicio.
En
algunas plantas de producción trabajar 100% en flujo continuo es muy difícil
por no decir imposible, esto debido a el tipo de tecnología que usan, el
espacio físico, el tipo de producto, etc. Un muy exitoso enfoque es combinar
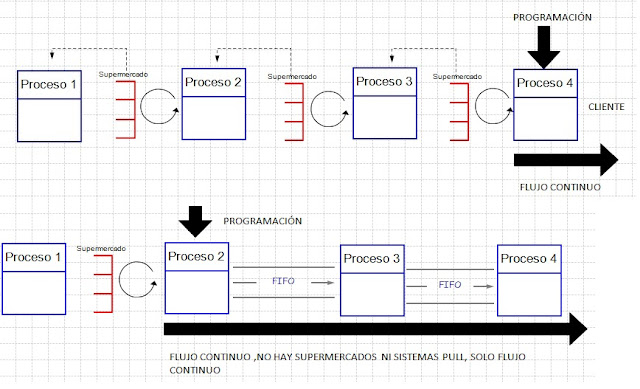
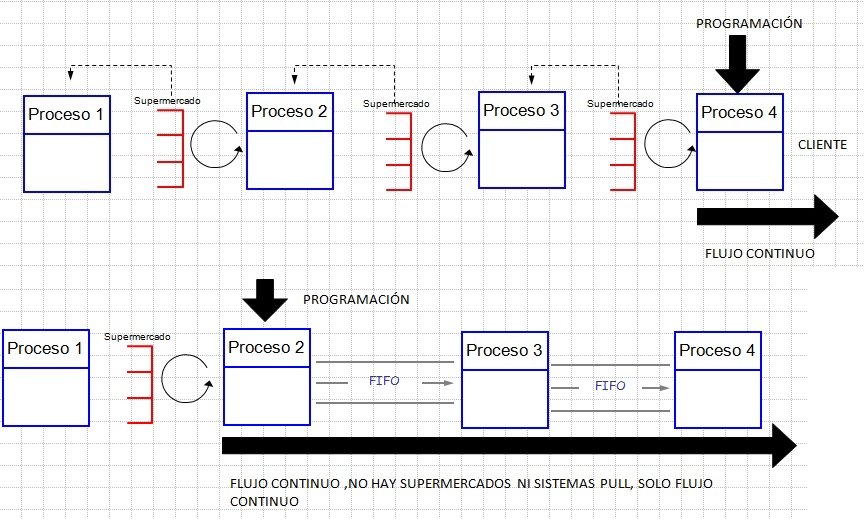
flujo continuo con sistemas Pull (Halar) con FIFO.
Paso 3: Utilizar Supermercados para controlar
producción donde flujo continuo no se pueda aplicar en la cadena.
Hay situaciones en el flujo de valor en
donde aplicar flujo continuo no es viable y es absolutamente necesario trabajar
en lotes, algunas de esas situaciones son:
1. Cuando tenemos maquinas o diseñamos el
proceso para trabajar a una velocidad muy alta o muy despacio y este proceso lo
comparten varias familias de productos lo que implica que se deben hacer
cambios de montajes para operar una u otra familia de productos, en este caso
es casi imposible hacer una pieza a esa velocidad y luego parar o cambiar la máquina
para trabajar otro producto, necesariamente se debe trabajar con lotes.
2. Algunos procesos no se hacen en la
planta sino que se tercerizan por fuera, casi siempre es necesario trabajar en
lote para minimizar costos de transporte y para aprovechar costos por
economía de escala.
¿Qué es un supermercado?: Un supermercado
en LEAN tiene el mismo funcionamiento de los supermercados que conocemos y
visitamos para comprar comida o lo que necesitemos, es decir, que la mercancía
esta en unas estanterías y el cliente retira lo que éste necesita,
posteriormente el administrador del almacén reemplaza los espacios vacios por
nuevos productos.
En producción funciona igual, el proceso
cliente retira de un inventario o supermercado los productos que necesita y el
proceso proveedor produce UNICAMENTE lo que el proceso cliente retiró.
Ahora, ¿Como sabe el proceso proveedor que
el proceso cliente retiro producto del supermercado?, pues es aquí donde hacen
su aparición las tarjetas KANBAN. Estas tarjetas son elaboradas cada vez que el
proceso cliente retira producto del supermercado (Kanban de retiro) y con base
en estas el proceso proveedor genera otra tarjeta en donde consigna que
producirá lo que fue retirado (Kanban para producir).
Gráficamente el sistema pull de supermercado
funciona así:

OJO, Un Kanban para producir genera la
producción de partes mientras que un Kanban de retiro es una lista de compras
que indica que partes serán retiradas del supermercado.
El propósito del sistema pull de
supermercados es controlar la producción de estos procesos sin la necesidad de
programarlos separadamente como islas lejanas, sino que se produzca solo lo que
se necesita.
Algunos se preguntarán por qué la palabra
PULL, esta traduce HALAR, en Lean PULL es el objetivo, es decir que el cliente
HALE la producción y no la empresa produzca (PUSH) para guardar y esperar que
el cliente compre. Entonces los Supermercados son PULL por que el proceso
proveedor solo produce lo que el proceso cliente le dice que producir, es
decir, lo hale para que produzca solo lo necesario.
RECOMENDACIÓN: Solo usa supermercados cuando hayas puesto flujo
continuo en todas partes donde es posible hacerlo, llenar el proceso de
supermercados será muy malo, es como dice el adagio popular, la cura sería porque la enfermedad. Se debe colocar FLUJO CONTINUO en todas partes donde sea
posible.
MUY MUY IMPORTANTE: No siempre es posible poner supermercados, por ejemplo
en una planta donde se produzcan piezas que son únicas, es decir, no todas las
piezas son iguales y son exclusivas de un cliente, por ejemplo bolsas impresas
o productos perecederos. Es estos casos no podemos producir muchas piezas para
ponerlas en el supermercado porque esto resultaría en perdidas y desperdicios.
En estos casos en lugar de colocar un supermercado se coloca una línea FIFO
(First in, first out, primero en entrar, primero en salir), de esta forma
podemos mantener el flujo entre procesos.

Como se puede observar el proceso proveedor no tiene
Supermercado, en ese caso solo produce lo que la línea FIFO le permita por política
de producción.
Supongamos que produciremos bolsas
impresas, cada impresión es particular de cada cliente lo que imposibilita que
tengamos supermercado, entonces por política de producción se estableció una línea
FIFO y ésta solo puede tener máximo 50 unidades. El proceso proveedor es el
proceso que imprime las bolsas y el proceso cliente quien las sella y las
suministra al supermercado final para ser despachado. En este caso entonces el
proceso cliente toma las unidades para sellarlas desde la línea FIFO y el
proceso proveedor produce hasta que ajuste en la línea 50 piezas.
Paso 4: Programar solo un proceso de producción.
A diferencia de cuando producimos en lote
y colas en donde se programa cada proceso por aparte en LEAN se programa solo
un proceso es cual hala la producción de los demás
procesos, este proceso que se programa es denominado el proceso que marca el paso o proceso principal. Como es el proceso que hala la
producción es fundamental determinar que este proceso sea el más cercano al
cliente posible, es decir, que este más cercano o sea el último proceso.
Como es el proceso que marca el paso es
indispensable para su éxito que después de este no existan ni supermercados ni
sistemas pull, es decir, que después del proceso marcapasos TIENE que haber solo flujo continuo o
sistemas FIFO.
El principal criterio para elegir el proceso principal es el punto desde donde se pueda producir de ahí en adelante en flujo continuo, también se debe procurar que sea el proceso mas carca al final del flujo.
Paso 5: Distribuir la producción de diferentes
productos de forma pareja en el proceso marcapaso o pacemaker process. (Nivelar
la mezcla de productos).
Como ya lo había mencionado antes, nuestras empresas o la gran mayoría trabajan por lote, esto lleva a que los Jefes de producción programemos grandes lotes por tipo de productos con el fin de evitar montajes adicionales, esto conlleva a que nuestro inventario en proceso sea alto y a que nuestro cliente tenga que esperar a que termine el lote del producto X para poder empezar a recibir el producto Y.
Nivelar la producción significa producir varios tipos distribuidos en un periodo de tiempo, por ejemplo si producimos el producto X durante toda la mañana y el producto Y durante toda la tarde, nivelar la producción es alternar la producción del producto X y Y en pequeños lotes de modo que en la mañana se tengan productos del X y del Y.
RECUERDE que la nivelación de la producción se hace es el proceso
principal, entre mas nivele esa mezcla de productos mayor será la entrega
satisfactoria al cliente.
Obviamente nivelar la producción supone más montajes,
es allí donde entra el Kaizen, el SMED, la estandarización de procesos etc.
Paso 6: Crear un hale inicial o un pull inicial
mediante liberación de producto a la planta y retirando producto terminado en
pequeñas cantidades en el proceso principal.
Personalmente este el paso mas complicado, es difícil
pero es sumamente importante, sin alcanzar este punto todo el trabajo de los
pasos anteriores de vendrán abajo.
OJO Cuando hablamos de liberar producto siempre se
habla del proceso principal.
Muchas de nuestras empresas liberan largas cantidades
de carga de trabajo a la planta, a veces nos sentimos orgullosos cuando liberamos
programaciones de 20 horas, 40 horas, pero esto en sí causa algunos problemas:
· Obviamente no hay sentido de
TAKT-TIME y ni mucho menos de PULL o en donde el cliente sea quien hale la
producción.
· Es típico que durante semana
liberemos carga a la planta y el viernes nos demos cuenta que tenemos que
programar todo el fin de semana horas extras, es común que en semana la
producción sea normal y en fin de semana se alcance un pico grande, esto
ocasiones sobrecargas en las maquinas y en la gente.
· Casi nunca sabe uno si esta
adelantado en producción o está atrasado, por lo general ese concepto se basa
en la percepción al ver la planta llena de inventarios.
· Cuando se libera mucha producción es
fácil cambiar las programaciones ya que tienen múltiples opciones, lo que
genera que se adelanten ordenes mas adelante generando un caos peor.
· Responder a las urgencias del
cliente genera un caos en la planta.
Cuando se libera una cantidad consistente de
producción a la planta genera que tengamos un flujo de producción predecible,
lo que nos permite controlar mejor la producción y responder rápidamente ante
atrasos, adelantos o problemas productivos.
Para hacer esto se debe liberar una programación de
producción que abarque una porción de tiempo, por ejemplo liberar 1 hora de
producción y al mismo tiempo se retira producto terminado por la misma cantidad
que se programo.
El incremento consistente de trabajo es llamado Pitch
y normalmente se calcula basado en el empaque final del producto, es decir que
si el takt-time es de 30 segundos y al final se empacan 20 productos juntos el pitch
seria de 10 minutos:
30 seg x 20 piezas= 600 segundos = 10 minutos.
Aquí se le está dando la instrucción al proceso
principal que produzca 20 piezas por cada 10 minutos, un paquete final,
pero al mismo tiempo cada hora se deben retirar para despachar el mismo paquete
de 20 unidades.
Una de las ventajas de este sistema es que se puede
controlar la producción cada fracción de tiempo, 10 minutos, 30 minutos, una
hora, etc., de esta forma los operadores sabrán exactamente cuando están
atrasados o cuando un problema causa retrasos, o en donde está el problema y
colocar a todos en función de solucionarlo para recuperarse.
Una de las formas más eficientes de utilizar el
pitch y las tarjetas kanban es mediante la caja de programación por pith
o la caja Heijunka, se trata de una caja con cajones que se dividen cada
pith, es decir se fracciona en la unidad de tiempo del pitch, lo se hace es
colocar las tarjetas Kanban en cada uno de los espacios indicando a qué hora
producir, cuanto producir y qué tipo de producto producir.
Así se ve la caja Heijunka:


En la siguiente entrada la aplicación de estos pasos al ejemplo de troqueladora ACME.
Excelente información y nivel de detalle
ReplyDeleteExcelente información y nivel de detalle
ReplyDeleteMuy buena realmente excelente
ReplyDeletemuy interesante y bien detallado
ReplyDelete